
品牌:观祥管道
起订:1米
供应:9999米
发货:3天内
发送询价
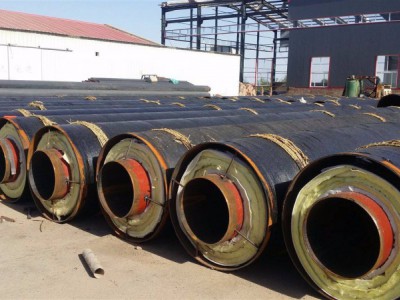
耐高温钢套钢岩棉保温钢管厂家钢套钢内滑动岩棉保温钢管厂家钢套钢岩棉保温钢管工艺流程一、 主要材料性能指标:1、硅酸铝材料:ZUI高使用温度:650℃ 容 重:150kg/m3导热系数方程:λ=0.035+1.65×10-4tm+1.242×10-7 tm2w/m.k2、硅酸铝抹面料:容重:1000kg/m3 ZUI高使用温度:≤500℃抗折强度:0.3Mpa 抗压强度:6Mpa 导热系数:0.3w/m.k施工方案:(硅酸铝纤维毡保温 100mm 厚、硅酸铝抹面20mm厚)旧保温层、旧保护层拆除、清理基层→质量检查→硅酸铝纤维毡保温层安装(100mm厚)→质量检查→铁丝网施工→质量检查→硅酸铝抹面料施工(20mm厚)→交工验收二、保温支撑件及保温固定件安装:1、介质温度小于450℃时,支撑件可采用焊接承重件,介质温度高于450℃时,支撑件采用紧箍承重环。当不允许直接焊于设备或管道上时,应采用紧箍承重环。直接焊于不锈钢管上时,耐高温钢套钢岩棉保温钢管厂家应加焊不锈钢垫板。 2、支撑件的承面宽度应比保温层厚度少10mm,支撑件的间距:1.5~2m。3、保温结构的固定件设置:3.1设备的保温层,软质保温材料宜用销钉和自锁紧板固定。3.2保温层固定用的销钉应用低碳圆钢制作。3.3保温制品保温时,钩钉、销钉应根据制品几何尺寸在缝中做攀系保温层的桩柱之用,软质材料保温时,钉的间距不大于350mm。每平方米面积钉的个数:侧面不少于6个。底面不少于8个。3.4当壁厚不大于4mm时,钩钉焊接固定应在设备严密性试验之前进行。钢套钢岩棉保温钢管工艺流程三、保温层施工:1、设备保温层安装应从支撑板开始由下而上进行,保温材料厚度必须符合设计要求,对缝与缝包扎严密。每块绝热材料至少要用两道14#镀锌铁丝捆扎牢固,铁丝间距应匀称松紧一致,绝热材料由两层或以上组成时,应分层捆扎。同层应错缝,上下压缝,有孔洞处要用碎料填塞密实。2、如果没有保温支撑圈,现场又不允许施焊时,可制作可拆卸结构的保温支撑圈。四、外护层施工:方案:(复合硅酸铝抹面料施工):1铁丝网施工:镀锌铁丝网安装时,两块铁丝网应对接,铁丝网与钩钉要紧固可靠,并保证紧贴在保温层上。施工完毕后,铁丝网表面不应有铁丝断头露出,也不应有鼓包和空层现象。一般采用直径1.6mm的,网孔20mm×20mm的活口镀锌铁丝网。抹面料施工:抹面层应分两次进行,待次稍干后再进行第二次;次要求找平和压挤严实,第二次要求压光压平。第二次施工离上次施工时间较长时,应将原有抹面层打毛,并稍洒水湿润,方可继续施工。应根据膨胀情况在抹面层留出方格形或环形膨胀缝,膨胀缝以5~10mm为宜。
2、支撑件的承面宽度应比保温层厚度少10mm,支撑件的间距:1.5~2m。3、保温结构的固定件设置:3.1设备的保温层,软质保温材料宜用销钉和自锁紧板固定。3.2保温层固定用的销钉应用低碳圆钢制作。3.3保温制品保温时,钩钉、销钉应根据制品几何尺寸在缝中做攀系保温层的桩柱之用,软质材料保温时,钉的间距不大于350mm。每平方米面积钉的个数:侧面不少于6个。底面不少于8个。3.4当壁厚不大于4mm时,钩钉焊接固定应在设备严密性试验之前进行。钢套钢岩棉保温钢管工艺流程三、保温层施工:1、设备保温层安装应从支撑板开始由下而上进行,保温材料厚度必须符合设计要求,对缝与缝包扎严密。每块绝热材料至少要用两道14#镀锌铁丝捆扎牢固,铁丝间距应匀称松紧一致,绝热材料由两层或以上组成时,应分层捆扎。同层应错缝,上下压缝,有孔洞处要用碎料填塞密实。2、如果没有保温支撑圈,现场又不允许施焊时,可制作可拆卸结构的保温支撑圈。四、外护层施工:方案:(复合硅酸铝抹面料施工):1铁丝网施工:镀锌铁丝网安装时,两块铁丝网应对接,铁丝网与钩钉要紧固可靠,并保证紧贴在保温层上。施工完毕后,铁丝网表面不应有铁丝断头露出,也不应有鼓包和空层现象。一般采用直径1.6mm的,网孔20mm×20mm的活口镀锌铁丝网。抹面料施工:抹面层应分两次进行,待次稍干后再进行第二次;次要求找平和压挤严实,第二次要求压光压平。第二次施工离上次施工时间较长时,应将原有抹面层打毛,并稍洒水湿润,方可继续施工。应根据膨胀情况在抹面层留出方格形或环形膨胀缝,膨胀缝以5~10mm为宜。
抹面层表面应平整光滑,棱角整齐,其平面度不大于3mm/m,在冷态情况,表面应无裂纹。五、质量保证措施:1、建立完善的项目部质量保证体系,各专业责任人员按照质量保证体系程序文件的要求,搞好材料的到货验收、施工技术保证、质量检验、设备保障等日常业务,确保质量体系的正常运行。2、质量保证体系人员按照公司质量手册开展日常工作,严格执行本项目的质量计划。3、由质量员、各班组长,对分项工程进一步细化、量化,各班组应明确其所干工序的质量检查标准和评分标准,并由质量检查人员做现场记录,交当日的生产会议评定,评定结果记录在案。4、质检员对各班组所干工序的质量检查评定记录进行综合评定,评定结果直接和其工资、奖金挂钩,并作为年终评定的主要项目。5、增强全员质量意识,质量检查员负责施工各班组的质量意识教育和短期技能培训,并配合业主和有关部门监督各班组按照施工规范和设计要求施工,做到一级抓一级,一级带一级,层层承包,分级负责。6、现场施工各班组严格按照规范操作,作好自检,各班组长配合质检员作交叉检查。7、各工序的完工交接要有班组长的签证,上道工序没有质量合格记录决不交接,需要隐蔽的工序自检合格后,报业主、监理的有关人员进行检查,合格后作好隐蔽记录,进行上下道工序交接手续。8、施工现场管理人员要熟练掌握本专业的规范、标准,设计要求,作好工程技术交底,对材料说明书认真审核,并做必要的复检,不合格产品严禁使用。9、保温层绑扎要牢固,每块保温材料不少于两道双股镀锌铁丝,铁丝直径的选择应为14#或16#的镀锌铁丝。
10、设备上的短管法兰和人孔要露出保温结构之外,伸出短管的保温同与其相连管道的保温一致,施工时将设备上的铭牌留出,并在其周围作好防漏渗水处理。11、保温施工期间,切忌保温材料受潮,尤其是室外保温应在晴天或不太潮湿的时间进行,做到主保温层和外护同时进行施工,并应有切实可行的防雨应急措施。12管道保温管道保温均按设计的材质及保温厚度进行。管道保温先铺设保温管壳,本工程蒸汽管道保温采用硅酸铝纤维制品,然后用镀锌铁丝将管壳绑扎牢固,每层材料都用镀锌铁丝绑扎,每块保温材料不少于两道双股铁丝,保温材料铺设时要错缝压缝。主保温层铺设结束后进行外护层的施工,外护层采用金属外护,本工程采用厚度为0.5mm的铝合金板。金属外护下料加工需一套白铁加工机械。为确保工程质量,我们准备新购置一套白铁加工机械,以确保保温外护加工美观。管道弯头加工成虾米弯形式,阀门制成一保温盒,既美观又拆卸方便。外护固定采用抽芯铝铆钉,间距200mm左右。安装好的金属外护层要做到牢固、美观、防水。13烟道及设备保温烟道及设备保温材料采用岩棉,保护层采用0.7mm厚的压型铝合金板。施工顺序为:先焊接保温紧固件及外护支撑件(不允许焊接的设备可采用打包箍的方式),再铺设岩棉板达到设计厚度,后安装外护板